उत्पादन
उत्पाद प्रवाह चार्ट
कास्टिंग प्रक्रिया
| चरण 1. निवेश ढलाई इंजीनियरिंग टीम - कास्ट-फ्रेंडली डिज़ाइन | |
| Lin Chiao के 24 वर्षों का अयास्कास्टिंग अनुभव उन्हें सटीक और बहुमुखी निवेश ढलाई प्रक्रिया प्रदान करने के लिए नवाचारी समाधान लाने में सक्षम बनाता है। | 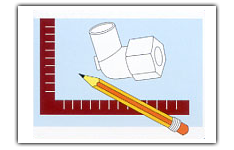 |
| चरण 2. मोम पैटर्न / मोम इंजेक्शन की स्थिति, समय और स्थिरता | |
| मोल्ड में मोम इंजेक्शन करते समय, मोम के प्रवाह दबाव (7~12kg/cm2 या 50 kg/cm2), पूर्व-गर्म मोल्ड का तापमान, मोम इंजेक्शन का समय और तापमान, मोम पैटर्न इंजेक्शन के कमरे का तापमान और मोम इंजेक्शन के बाद मोल्ड को ठंडा करने की विधि मोम इंजेक्शन प्रक्रिया के महत्वपूर्ण कारक हैं। कास्टिंग प्रक्रिया के दौरान वॉटर सॉल्यूबल वैक्स भी लागू किया जाता है। | 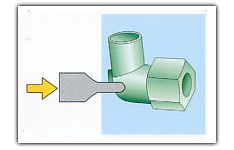 |
| चरण 3. मोम पैटर्न असेंबली | |
| मोम पैटर्न को मोल्ड से निकाला जाता है, कर्मचारी मोम पैटर्न पर मूंगे हटा देंगे और सुनिश्चित करेंगे कि सतह स्पष्ट है। | 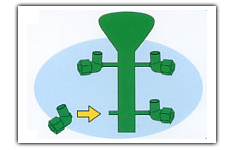 |
| चरण 4. इन्वेस्टमेंट कास्टिंग प्रक्रिया का शैल निर्माण - डिपिंग | |
| सिरेमिक शैल एक सिरेमिक स्लरी का संयोजन है, जिसमें कोलोइडल सिलिका, एल्युमिना, स्टको, आदि होता है। पेड़ को उचित मोटाई के लिए सिरेमिक स्लरी में डिप किया जाता है। | 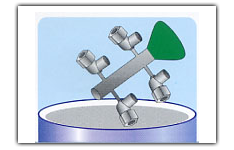 |
| चरण 5. रेत कोटिंग | |
| रेत कोटिंग को सुखाने के समय और प्रक्रियाओं के बीच पूरे प्रक्रिया को लगभग तीन दिन लगते हैं। |  |
| चरण 6. डीवैक्सिंग | |
| कोटिंग होने के बाद मोम हटा दिया जाता है। | 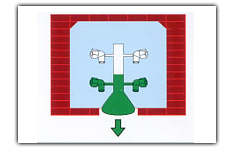 |
| चरण 7. शैल मोल्ड फायरिंग | |
| इन्वेस्टमेंट कास्टिंग मोल्ड को भट्ठी में 1800 डिग्री फारेनहाइट पर भट्ठी में ताप द्वारा वोलेटाइल को हटाने के लिए जलाया जाता है। | 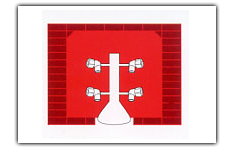 |
| चरण 8. मोल्टन मेटल पोरिंग | |
| द्रव्यमान मेटल को एक इन्वेस्टमेंट कास्टिंग शैल में डाला जाता है; इस चरण के लिए समय और तापमान महत्वपूर्ण कारक हैं। |  |
| चरण 9. शैल हटाना | |
| शैल को शेकिंग मशीन का उपयोग करके हटाया जाता है। | 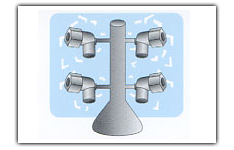 |
| चरण 10. ट्री हटाना | |
| वृक्ष से व्यक्तिगत कास्टिंग उत्पाद हटाए जाते हैं। | 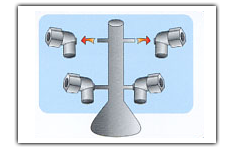 |
| चरण 11. कास्टिंग उत्पाद संशोधन | |
| बर्र मुक्त उपचार, पॉलिशिंग और ग्राइंडिंग। |  |
| चरण 12. गुणवत्ता नियंत्रण | |
| हर कास्टिंग उत्पाद को विभिन्न परीक्षण मशीनों द्वारा परीक्षण किया जाता है ताकि इसकी गुणवत्ता सुनिश्चित हो। |  |
| चरण 13. वितरण | |
| क्यूसी पास -> वितरण |  |
- फिल्में